
We've said it here dozens of times. Direct printing is FANTASTIC!
Perfect? No. It has its flaws, like all customisation methods, but it still allows us to make decorations that were previously impossible with the level of detail and quality that we can do today.
Let's take a look at the image below, which for me is a perfect example of what direct printing is all about. We have a fantastic gradient between yellow and red that couldn't be done in screen printing (only flex) and a gloss effect that couldn't be done in flex (only screen). Essentially, it allows you to combine the best of two printing methods and convert them into one. For me, this is fantastic and it's something that we must give importance to because it's something that no other option on the market gives us in dark clothes.

.
.
So what's the problem?
As the title of this article mentions, the composition of the items we print is Direct Printing's greatest Achilles heel.
Although we mainly work with 100 per cent cotton clothing, there is a growing trend in some markets (such as T-shirts) for a mixture of compositions. Let's look at the same image again, now with more attention.
.
.
I'm sure you noticed above and you've noticed again now that the jersey on the left has different colours and paint flaws in some places, right? Don't worry, it was deliberate for this article. We would never let something like that leave our premises.
.
.
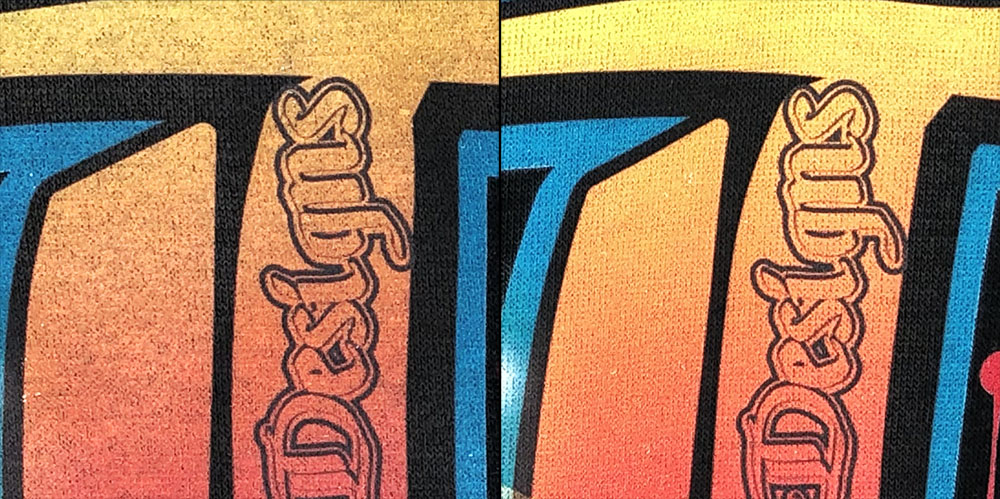
See below, now in even greater detail.
.
These are two prints made on the same machine, one after the other. There are no variations in temperature or humidity, everything has remained unchanged in the print settings. In fact, the justification is simple. In direct printing, the amount of cotton is directly related to the final quality of the article. The greater the amount of cotton in the item, the higher the quality and durability of the print. The lower the amount of cotton, the lower the quality of the print.
We can see quite noticeable differences here, not only in the text but especially in the line next to it. On the shirt with 50 per cent cotton (and 50 per cent polyester) there are quite a few flaws (mainly where the polyester is) in the print. In the 80 per cent cotton (and 20 per cent polyester) jersey, the flaws are practically imperceptible. Unfortunately there are no 100 per cent cotton sweatshirts, so we can't show them in this example.
.
With some brands like Mukua changing their sweatshirts to higher percentages of polyester, they are no longer an option for this type of decoration. Kariban and B&C are our favourite options for printing these jobs because they guarantee stable quality in all their batches.
.
.
Here's a hopefully useful explanation of how direct textile printing works and another tip on how to get the best results from this textile printing method.
.
UPDATE
The composition is also important for another factor: pre-treatment.
When we work with shirts that need white ink (as in the examples above and below), we need to apply a liquid to fix the print. This liquid, like any other, leaves a small stain when it hasn't dried yet.

.
The difference between jumpers with 80% cotton or less is dramatic. We can clearly see that the work was perfect on the jersey on the left. On the right, even after drying, the stain remains.
Now, it's possible that this stain will come out when washed, but while this isn't guaranteed, it's also quite complicated to produce and despatch work in this way.
.
.
We hope this article has been enlightening. If you have any questions about direct printing, please ask in the comments or contact us.
